// Catalytic Reforming/Reforming
Catalytic reforming is the process of converting heavy naphtha (with low octane) to aromatics and iso paraffins (with high octane) in the presence of a catalyst in the reforming reactors
A catalytic reformer comprises a reactor and product-recovery section.
There are many different commercial processes including platforming, powerforming, ultraforming, and Thermofor catalytic reforming.
- Feed
- Hydrotreated heavy naphtha (C7 to C10)
- Product
- Reformate
- Byproducts
- Light ends (C3)
- Hydrogen
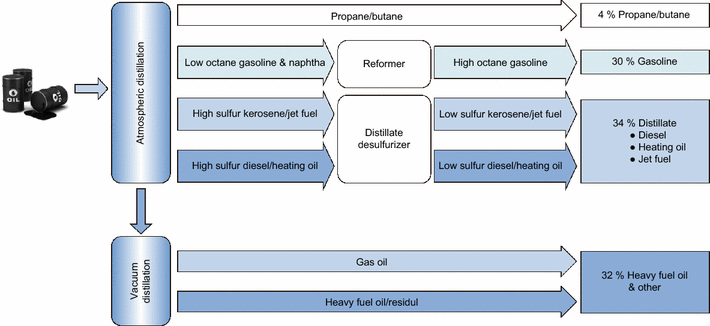
// Reformer in the Refinery

// Reforming
- Reforming unit is one of the critical units in a refinery
- Produces more than 35 wt% of the total gasoline pool
- Hydrogen is a by product in the reforming reaction (desired by product)
- Research Octane Number (RON) order is
- Paraffins < Iso paraffins < Naphthenes < Aromatics
- RON is improved by reforming the hydrocarbon molecules in the
presence of catalyst through chemical reactions - Reforming reactions
- Breaks some of the molecules into smaller molecules
- Transforms low octane heavy naphtha into high octane reformate
// Reforming Feed Characterization
- Hydrotreated to remove the contaminants (catalyst poisoning)
- Feed is characterized by
- Watson characterization factor (Kw)
- Naphthenes (N) vol% and Aromatics (A) vol%
- Watson characterization factor (Kw)
- Naphthenic feed gives a higher yield than paraffinic feed
- C5 to C6 (light naphtha) should not be present
- May crack and produce gases
- If C6 is present in the feed, benzene would be formed (undesirable)
- Heavier fractions tend to coke
// Reforming Reaction Chemistry
- Desired reactions
- Dehydrogenation of naphthene to aromatics
- Dehydrocyclization
- Dehydrogenation of n paraffin to form naphthene
- Naphthene rearranges to form aromatics
- Isomerisation of n paraffins to iso paraffins
- Undesired reaction
- Hydrocracking of paraffins to lower molecular weight
- Dehydrogenation and dehydrocyclization are endothermic reactions
// Reforming Process Steps
- Hydrotreating
- Removes the catalyst poisons (e.g. sulfur, nitrogen)
- H2S, Ammonia form as byproducts
- Preheating
- Feed pre heated in a furnace to about 340 °C
- Reaction
- Multiple reactors with the furnaces in between (endothermic)
- Pressure is between 5 and 35 barg
- Stripping
- Removes the light material from the reformate
- Multiple stripper towers based on the product needs
// Catalysts
- Catalyst is alumina base
- Bi metallic (Pt)
- Acid (Halogens/silica)
- Catalyst performance decreases over time
- Coke deposition
- Contamination of the active sites
- Catalyst poisoning
// Critical Process Variables
- Feed quality
- Reaction temperature about 340 °C
- High temperature favours the desired reaction
- Temperature is linear to octane number
- Space Velocity – LHSV between 1.0 and 3.0 per hour
- LHSV = Vol. of reactor charge / Vol. of catalyst
- Below 1.0, cracking occurs and higher octane yield
- Reaction pressure is between 5 and 35 barg
- Low pressure favors the desired reaction but increases catalyst coking
- High pressure causes higher rate of cracking; also reduces reformate yield
- H2/Hydrocarbon ratio
- Hydrogen is required to maintain the partial pressure to prevent the coking; H2 reacts with coke precursors and removes them from the catalyst
- Lower ratio favors the desired reaction and lower energy (compression and H2 cost)
- Higher ratio extends the cycle length
// Catalyst Regeneration
- Temporary catalyst poisons are those impurities which can be removed
during various pretreatment process like sulphur, nitrogen - Permanent catalyst poisons are those impurities present in the feed which may cause irreversible damage to the catalyst (e.g. metals such as nickel, chromium)
- Catalyst performance decreases over time due to
- Deactivation
- Coke formation
- Contamination on active sites
- Catalyst poisoning
- Catalyst regeneration needs to be carried out to regain catalyst activity
- The time between two regenerations is called a cycle
- The catalyst retains its usefulness over multiple regenerations
- Catalyst activity could be restored if deactivation occurred because of
coke formation or temporary poisons
// Reactor Types
- Fixed bed reactor
- Individual reactors are taken offline by a special valving and manifold
- Regenerated while the other reformer unit continues to operate
- Semi regenerative fixed bed
- Unit shuts down for the catalyst regeneration

- Continuous Catalytic Reformer (CCR)
- Fluidised bed, catalyst regenerated on the run and continuously used in the reactor
- The catalyst in the CCR is in a moving bed and regenerated frequently
- This allows a low low-pressure operation

// Reforming Summary
- Reformate gasoline component
- Catalyst regeneration
- Hydrogen production